



5、锯床排屑钢丝刷停止工作或过 度 磨损,主要表 现 在加工过 程 中不能有效扫除锯条齿部间锯屑,而带入下次切割循环中,导 致 切削残留,造成锯床锯条打齿。建议定时更换锯床钢丝刷。
6、切削液使用浓度过低,不能很好的降 低 齿尖局部热量,没有起到维 护 锯条的作用。
锯床加工化、范围扩大化。提 高 锯切效率,尤其是提 高 厚材及硬金属锯切效率,避免锯切成为整条生产线的瓶颈,一直是锯切及锯床技术领域多年关注的焦点。河南建贸机械锯床锯切不锈钢切削率达45cm2 min。大大提 高 生产效率,改 善 了锯切加工的经济性。锯切范围扩大化已是趋势,如目前我国大的带锯床G4240型锯床可切割直径为直径40cm以下整捆钢筋、管料和空心料。
 建贸机械设备有限公司
建贸机械设备有限公司


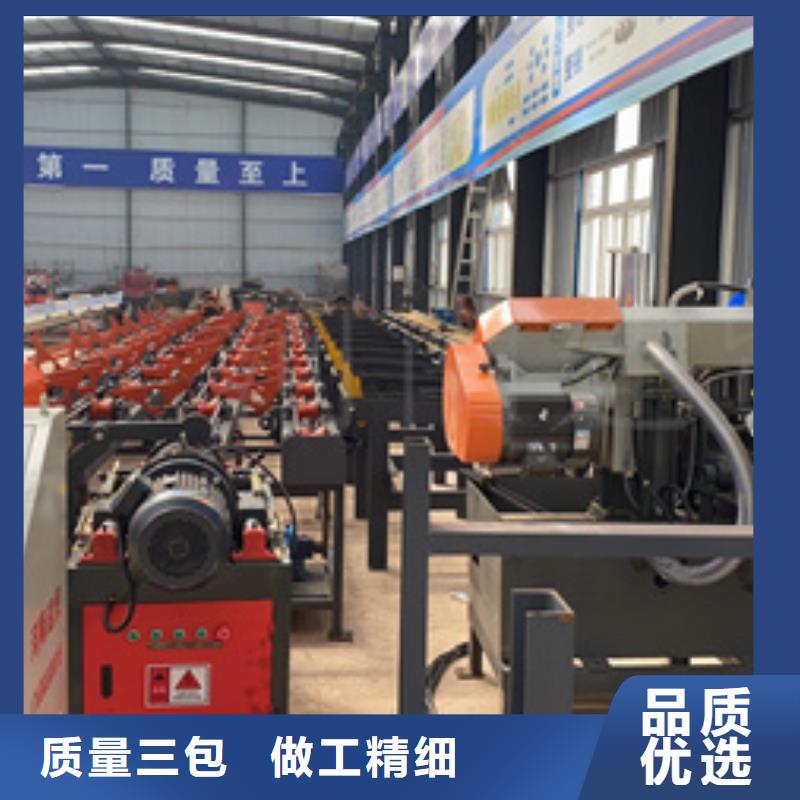
右侧为冷却切削液箱及水泵床身为铸铁件,固定在底座上,立柱由一大小圆柱组成,大圆立柱作为锯架动的导轨,是用以支撑锯梁上下升降运动,并保证的导向,小圆柱起辅助作用,从而保证锯条的正常切削。中间为夹料虎钳和手动送料机构,虎钳前方连接有承接成品件的工作台,左侧的装置为丝杆穿过液压油缸杆内孔,转动手轮或按动按钮,使左钳口左右运动。2:适用:主要应用于机械,锻造,加工等的下料。
1、全自动数控卧式带锯床是公司开发的新型光机电一体化设备,产品集国内外同类产品之精华,科技含量高,具有高自动化程度、高锯切精度和率等显著特点,是大批量下料的理想设备。
2、本产品大量应用先进成熟的数控技术,以可编程的PLC控制器替代常规电器控制,大大提高锯床的工作可靠性;以数字光栅尺为核心的送料控制系统,实现了送料的高精度;具有人机对话功能的“人机界面”操作面板可实现档案管理,多组程序预设,使操作更加智能化,机械操作极为简便且效率卓越;产品尚属国内首创,产品各项技术指标处于国内领先并达到国际同类产品先进水平。
液压传动系统由泵、阀、油缸、油箱、管路等元辅件组成的液压回路,在电气控制下完成锯梁的升降,工件的夹紧。通过调速阀可实行进给速度的无级调速,达到对不同材质工件的锯切需要。电气控制系统由电气箱、控制箱、接线盒、行程开关、电磁铁等组成的控制回路,用来控制锯条的回转、锯梁的升降、工件的夹紧等,使之按一定的工作程序来实现正常切削循环。
润滑系统开车前必须按机床润滑部位(钢丝刷轴、蜗轮箱、主动轴承座、蜗杆轴承、升降油缸上下轴、活动虎钳滑动面夹紧丝杆)要求加油。蜗轮箱内的蜗轮、蜗杆采用30号机油油浴润滑,由蜗轮箱上部的油塞孔注入,箱仙面备有油标,当锯梁位于 位置时,油面应位于油标的上、下限之间。试用一个月后应换油,以后每隔3-6个月换油1次,蜗轮箱下部设有放油塞。
 生产数控钢筋带锯床的秦皇岛实力厂家
生产数控钢筋带锯床的秦皇岛实力厂家

